
 OD体育电竞官网
OD体育电竞官网 关于我们
关于我们 新闻中心
新闻中心 产品中心
产品中心 联系我们
联系我们 网站地图
网站地图3D打印技能出现在20世纪90年代中期,实际上是运用光固化和纸层叠等技能的最新快速成型设备。3D打印,即快速成型技能的一种,它是一种以数字模型文件为根底,运用粉末状金属或塑料等可粘合资料,经过逐层打印的办法来结构物体的技能。
曩昔其常在模具制造、工业规划等范畴被用于制造模型,现正逐步用于一些产品的直接制造。特别是一些高价值运用(比方髋关节或牙齿,或一些飞机零部件)现已有运用这种技能打印而成的零部件,意味着“3D打印”这项技能的遍及。
3D打印的规划进程是:先经过核算机辅助规划(CAD)或核算机动画建模软件建模,再将建成的三维模型“切割”成逐层的截面,然后辅导打印机逐层打印。
规划软件和打印机之间协作的标准文件格局是STL文件格局。一个STL文件运用三角面来大致模仿物体的外表。三角面越小其生成的外表分辨率越高。PLY是一种经过扫描来发生三维文件的扫描器,其生成的VRML或许WRL文件经常被用作全彩打印的输入文件。
打印机经过读取文件中的横截面信息,用液体状、粉状或片状的资料将这些截面逐层地打印出来,再将各层截面以各种办法粘合起来然后制造出一个实体。这种技能的特色在于其简直能够造出任何形状的物品。
打印机打出的截面的厚度(即Z方向)以及平面方向即X-Y方向的分辨率是以dpi(像素每英寸)或许微米来核算的。一般的厚度为100微米,即0.1毫米,也有部分打印机如ObjetConnex系列还有3DSystemsProJet系列能够打印出16微米薄的一层。而平面方向则能够打印出跟激光打印机附近的分辨率。打印出来的“墨水滴”的直径一般为50到100个微米。用传统办法制造出一个模型一般需求数小时到数天,依据模型的尺度以及杂乱程度而定。而用3D打印的技能则能够将时刻缩短为数个小时,当然其是由打印机的功用以及模型的尺度和杂乱程度而定的。
传统的制造技能如注塑法能够以较低的本钱很多制造聚合物产品,而3D打印技能则能够以更快,更有弹性以及更低本钱的办法出产数量相对较少的产品。一个桌面尺度的3D打印机就能够满意规划者或概念开发小组制造模型的需求。
现在3D打印机的分辨率对大多数运用来说现已满足(在曲折的外表可能会比较粗糙,像图画上的锯齿相同),要取得更高分辨率的物品能够经过如下办法:先用当时的3D打印机打出稍大一点的物体,再略微经过外表打磨即可得到外表润滑的“高分辨率”物品。
有些技能能够一起运用多种资料进行打印。有些技能在打印的进程中还会用到支撑物,比方在打印出一些有倒挂状的物体时就需求用到一些易于除掉的东西(如可溶的东西)作为支撑物。
该技能在珠宝、鞋类、工业规划、修建、工程和施工(AEC)、轿车,航空航天、牙科和医疗工业、教育、地理信息系统、土木工程、以及其他范畴都有所运用。
3D打印常用资料有尼龙玻纤、耐用性尼龙资料、石膏资料、铝资料、钛合金、不锈钢、镀银、镀金、橡胶类资料。
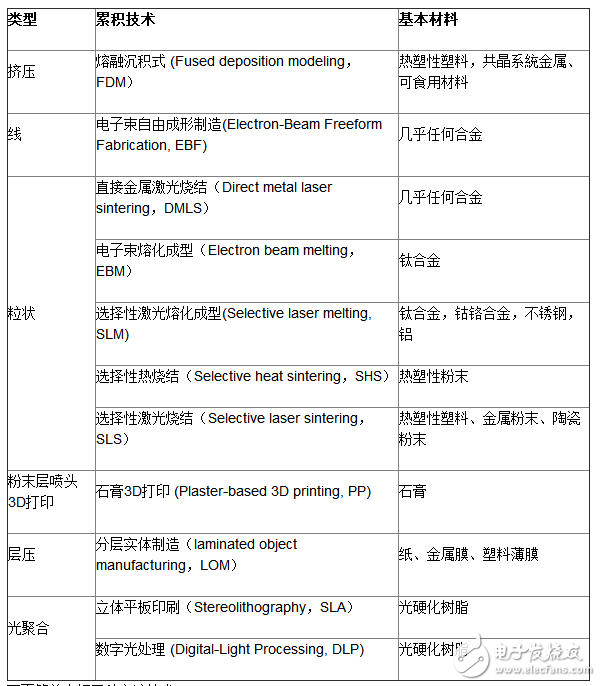
1、熔融堆积成型技能(Fuseddepositionmodeling,FDM):有些3D打印机运用“喷墨”的办法,整个流程是在喷头内熔化塑料,然后经过堆积塑料纤维的办法才构成薄层。
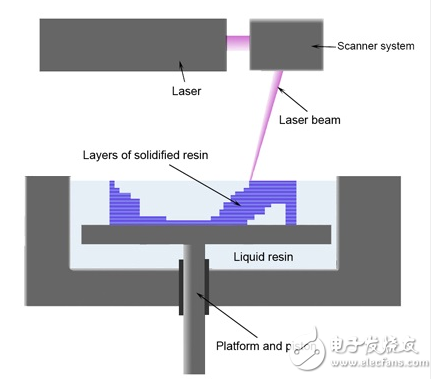
2、立体平板印刷(Stereolithography,SLA):网友们能够幻想一下把一根黄瓜切成很薄的薄片再拼成一整根。先由软件把3D的数字模型,“切”成若干个平面,这就构成了很多个剖面,在作业的时分,有一个能够举升的渠道,这个渠道周围有一个液体槽,槽里边充满了能够紫外线照耀固化的液体,紫外线激光会从底层做起,固化最底层的,然后渠道下移,固化下一层,如此往复,直到终究成型。
长处:精度高,能够体现精确的外表和滑润的作用,精度能够到达每层厚度0.05毫米到0.15毫米。缺陷则为能够运用的资料有限,而且不能多色成型。
3、挑选性激光烧结(Selectivelasersintering,SLS):运用粉末状资料成形的。将资料粉末铺洒在已成形零件的上外表,并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;资料粉末在高强度的激光照耀下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;当一层截面烧结完后,铺上新的一层资料粉末,挑选地烧结基层截面。
长处:比SLA要健壮的多,一般能够用来制造结构功用件;激光束挑选性地熔合粉末资料:尼龙、弹性体、未来还有金属;优于SLA的当地:资料多样且功用挨近一般工程塑料资料;无碾压过程因而Z向的精度不容易确保好;工艺简略,不需求碾压和掩模过程;运用热塑性塑料资料能够制造活动铰链之类的零件;成型件外表多粉多孔,运用密封剂能够改进并强化零件;运用刷或吹的办法能够轻易地除掉原型件上未烧结的粉末资料。
OD体育电竞官网
 湘公网安备 43010302000744号
湘公网安备 43010302000744号